Dressing or Truing: What’s the Difference?
Any time a grinding wheel is mounted on a machine it must be trued and dressed to produce satisfactory work. These two terms are sometimes lumped together as “conditioning” but they mean different things. Inexpensive conventional abrasive wheels are relatively robust: dressing and truing can often be performed at the same time and repeated periodically. The same is not true for CBN and diamond grinding wheels.
These superabrasive grinding wheels represent a considerable investment, which should be repaid in longer life and higher productivity. However, achieving that performance demands close attention be paid to truing and dressing.
WHY TRUE A GRINDING WHEEL?
No matter how precisely manufactured, once a grinding wheel is mounted on a spindle there will be some eccentricity. Even if it's less than 0.001” it's going to affect the final size and finish of the workpiece, so to produce high-quality work the wheel must be trued.
One method of finding high spots is with a child's wax crayon. Spin up the wheel and bring in the crayon until it just touches: high spots will quickly gain a colored layer.
TRUING SUPERABRASIVE WHEELS
Conventional grinding wheels are easily trued with a diamond cutter that's harder than the wheel matrix. Diamond and CBN wheels can't be cut, and instead are effectively ground to size. While this can be done by traversing a conventional grinding wheel or sintered diamond roller across the wheel face, many machinists prefer to use a brake-controlled truing device (BCTD.)
Like the other methods, the BTCD presents an abrasive surface to the wheel, but turns more slowly. This speed differential results in a precise and controllable truing operation.
DRESS AFTERWARDS
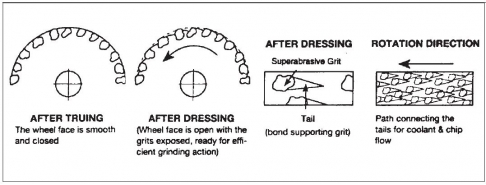
Truing creates a smooth surface on the wheel periphery, and with no exposed grit the wheel won't cut. Dressing sharpens the wheel by removing bond material and fracturing the superabrasive grit to expose fresh edges, so dressing always follows truing.
A superabrasive grinding wheel is largely self-sharpening, although the workpiece material can cause it to dull or load-up. In such situations the grit starts to either rub against the surface or plow, (pushing material aside). Both affect surface finish, increase cutting forces and create heat, which can damage the workpiece. The solution is periodic dressing.
IMPACT OF WHEEL CONSTRUCTION
Resin and vitrified superabrasive grinding wheels have some depth to the matrix. This allows a wheel to be dressed and trued several times. However, plated and metal bond wheels have a much thinner layer of grit and can only be trued to the depth available.